- 技術ストーリー
![]()
![]()
本記事は、金剛株式会社が1986年11月1日に発行した機関誌「PASSION Vol.1」の内容を、当時の記録として公開するものです。
記事内の情報は発行当時のものであり、現在の状況とは異なる場合があります。また、当時の社会情勢や倫理観を反映した表現が含まれている可能性があり、現代の基準に照らし合わせると一部不適切と感じられる箇所もあるかもしれませんが、資料的価値を考慮し、原文のまま掲載しています。また、掲載されている商品やサービスは、既に販売・提供を終了している場合があります。
※ 本記事は、著作権法上の引用の範囲内で掲載しています。当時の記録として、皆様に楽しんでいただけましたら幸いです。
注意発行当時の記述について
金剛株式会社製造本部設計監理課
常川克郎
溶接は工業生産加工の中でも最もポピュラーな工程であり、そのためにその基本的な理論をはじめ、実験検討などが現実の業務ではおろそかになりがちです。そこで、当社で行なっている実験等を基に、今回は特に被覆アーク溶接(以下アーク溶接と略)をとりあげて考察しました。
ご承知のとおり、現在40種類以上の溶接方法がありますが、手軽さ、安価な設備費などからしてアーク溶接は主たるもののひとつであるからです。
アーク溶接の利点として、リベッティング・ボルト構造・鋳造・鍛造など他の工法に比べ、
(1)構造の簡易化ができ、溶接前の部品形状が簡単になり、量産する場合に部品コストを節減できる。
(2)設備費が安い。
(3)少量生産においても、製作費の軽減が可能。
などの利点があげられますが、反面
(1)溶接者にある程度以上の技能が必要である。
(2)溶接管理を正しく行なわないと、溶接欠陥が生じやすい。
(3)溶接時にガスが発生しやすく、作業環境面で対処が必要。
などの問題点もあります。
問題解決のために現在では、
(1)溶接工数の削減
(2)自動、半自動溶接機(炭酸ガス溶接)の導入
(3)別種溶接方法(スポット溶接等)への切替
(4)別種素材、製法による溶接工程の削除
などの他の方法に代替している工程も多くみうけられます。
従って、流れとしてはアーク溶接(手作業)は少なくなる方向にあると思いますが、種々の問題から一朝一夕には進んでいかないところが実情でしょう。
はじめに述べましたように基本技術という面がらアーク溶接のポイントをおさえる必要がありますが、その一段階として高張力鋼に対するアーク溶接について実験を行なってみました。とりわけ、当社で生産する製品と同じ材質・形状のものを対象としました。
特に今回は、教科書の上の理論主体でなくて、どちらかというと実際の体験を主体として技術資料を得ることを目的としました。
実際は高張力鋼同士の溶接について、下記の溶接条件を可変因子としてその組み合わせにて行ないました。
《溶接条件》
Ⓐ溶接棒の種類(軟鋼用・低水素系軟鋼用・低水素系高張力鋼用)
Ⓑ予熱の有無(300℃まで予熱、常温)
Ⓒ構造的な拘束の有無
アーク溶接においては溶接部が高温になり、溶接終了後、冷却する際に溶着金属及び熱影響部の収縮が起ります。この収縮力の逃げ場がない場合を『拘束されている状態』と云い、溶接条件としてはかなり厳しいものとなります。
高張力鋼の溶接の場合、低水素系の溶接棒を使用すること・母材を予熱(100~300℃)することが必要なことは周知の通りですが、拘束がない場合(無負荷状態)、溶接棒の種類・予熱の有無にかかわらず、溶接欠陥は発生しません。
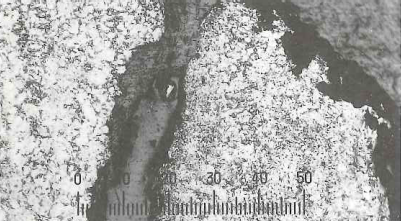
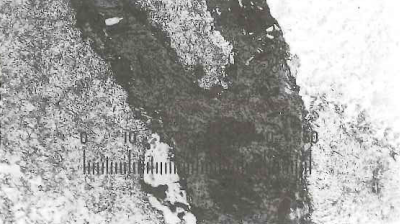
また、拘束された条件の場合には、予熱をしなかったものはいずれの溶接棒においても溶接欠陥を生じます。(写真参照)
写真は溶接欠陥が顕著にあらわれたものです。
試験片として切断する前の状態では、表面からわずかな割れしか見えなかったのですが、切断中に溶着部が剝離(写真①~③に見られる黒い部分)してしまいました。
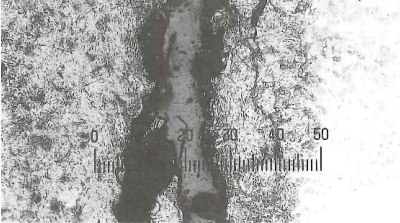
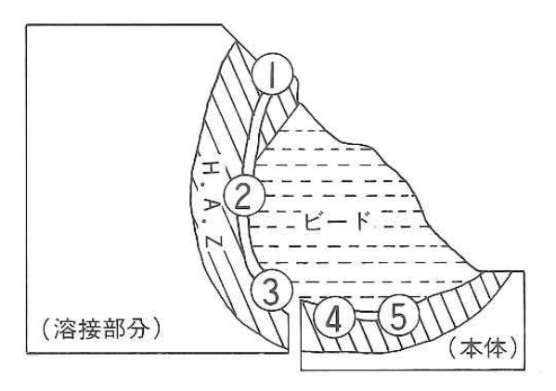
また、写真④、⑤において、熱影響部(heat- affected zone)とビードの境界付近に、ビードに平行なひび割れが見られますが、これがビード下割れ(under-bead crack)という現象です。
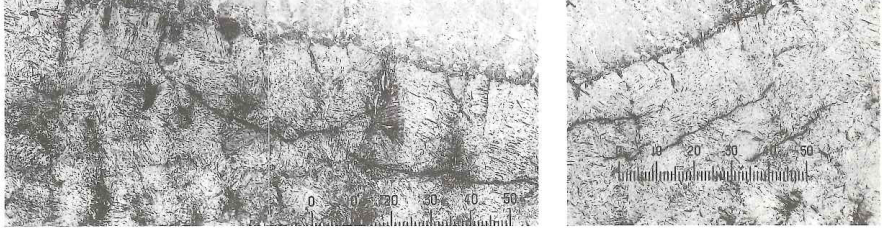
以上のことから、拘束された条件のもとでの溶接部に発生する応力のすさまじさは相当なものであり、予熱をするとしても溶接棒の選定など、溶接条件を整える必要があるわけです。
高張力鋼の場合において、溶接中に熱影響部に吸収された水素が金属組織をぜい化させる結果、応力に対して弱くなり、溶接欠陥(ビード下割れ)を生じることがわかっており、また、拘束条件のきびしいものを溶接する場合、母材より強度的に1ランク低い溶接棒を使用しても溶接部の強度はほぼ母材強度に近くなり、割れなどの欠陥が発生しにくいことから、結論として
拘束条件のきびしい高張力鋼同士の溶接は
(1)低水素系の溶接棒で強度的には母材強度より 1ランク下のものを使用する。
(2)母材を予熱(200℃以上)して、冷却速度を遅くする。
ということが必要なのです。
今回の実験に関しては熊本工業大学の黒川教授、 松野講師をはじめ、構造工学科の技官、学生の方々に多大のお世話になりました。この場をお借りして心から御礼申し上げますと共に、当社の若い技術技能者たちへ大きな示唆を得ることができました。
企業が成長していく過程で、当然にこうした基本技術の何たるかを常に引き継いでいくシステムが構築されていなければならないことは云うまでもないことですが、「KONGO」ブランドの信頼性をもっともっと高めていくためには、当社にとってこうしたステップの上に何をやるべきか、あるいは何をやっているかについて、次の機会でもお話ししたいと考えます。
(1986年11月1日刊行(季刊))