
- 技術ストーリー
![]()
![]()
本記事は、金剛株式会社が1987年2月18日に発行した機関誌「PASSION VOL.2」の内容を、当時の記録として公開するものです。
記事内の情報は発行当時のものであり、現在の状況とは異なる場合があります。また、当時の社会情勢や倫理観を反映した表現が含まれている可能性があり、現代の基準に照らし合わせると一部不適切と感じられる箇所もあるかもしれませんが、資料的価値を考慮し、原文のまま掲載しています。また、掲載されている商品やサービスは、既に販売・提供を終了している場合があります。
※ 本記事は、著作権法上の引用の範囲内で掲載しています。当時の記録として、皆様に楽しんでいただけましたら幸いです。
金剛株式会社 製造本部 第一生産課
係長 福井 吉嗣・竹原 郁夫
我々の周囲をみまわすとありとあらゆるものに塗装が施され、工業生産の分野においても塗装は重要な位置を占めています。
塗装(塗料)技術の発達により現在では用途に応じた様々な塗料と塗装方法が実用化されています。特に20数年前実用化された電着塗装は自動車及びその部品のほとんどに採用され、その他電気機器、農機具、鋼製家具等広い分野で使用されています。
電着塗装がこのように急速に普及した理由は種々ありますが生産性が高い、省力化自動化が容易、塗料ロスが少ない、膜厚が均一にコントロールできる等他の塗装方式にはみられないメリットを合わせ持っているためだと言えるでしょう。当社も電着塗装を導入していますがここでは当社ラインを例に電着塗装概要と膜厚管理について述べてみたいと思います。
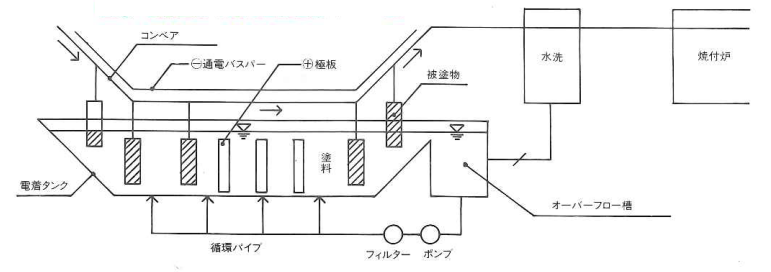
電着塗装について簡単に説明します。電着塗装は名前が示す通り電気の性質を利用してあますことなく塗料を着ける方法のことです。カチオン電着の場合(アニオン電着は逆) 図1のようにタンク中に電着塗料、コンベア側に負電圧、タンク中央両サイドに陽極板を置き、これに直流150~250Vの電圧をかけます。コンベア上の被塗物が電着タンク内に浸漬するとこれが陰極となり、正に帯電した塗料中の樹脂、顔料は被塗物(陰極)に向って泳動を始め被塗物上に放電析出し塗膜が形成されます。析出した塗膜は水で洗っても落ちないため次の回収水洗で、タンク引き上げ時に付着した余分な塗料を洗い落とし析出部のみとします。これを焼き付けると析出部は流展し均一な塗膜が形成されます。尚、洗い落とした塗料はタンク内へ回収されるため塗料のムダがありません。(塗着効率98%)以上が電着塗装の概要です。
電着塗装は他の塗装方式に比べ特殊な因子が多いため「完全な管理塗装が必要」であるとされています。今回はそのなかで膜厚の均一なコントロールに焦点をあてて述べてみたいと思います。
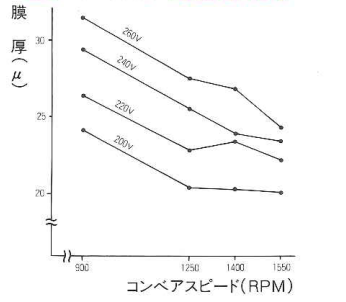
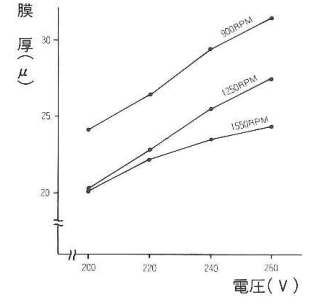
1)電圧 通電(浸漬)時間 電圧とコンベアスピード(通電時間)を変化させた場合の膜厚との関係を調べてみます。実験は、各条件で各2枚、膜厚測定値は1枚6点2枚の平均値を示します。
図2、図3より、一定電圧の許では、コンベアスピードが遅い(通電時間が長い)ほど膜厚は厚く、一定コンベアスピードの許では電圧が高いほど厚くなっています。また、グラフの傾きに差がみられるのは、膜厚のバラツキによるためと考えられ標準偏差を考慮すると電圧 通電時間-膜厚は比例関係にあると言えます。
このことにより、膜厚は電圧によってコントロールでき、コンベアスピードを変化させた場合は、電圧も調整することが必要です。
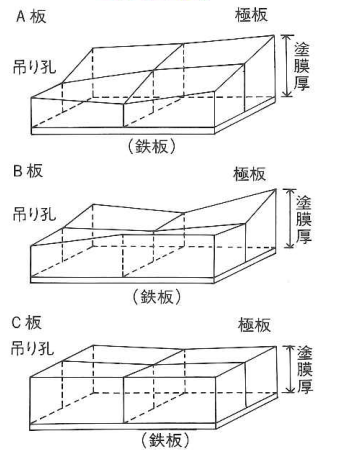
2)極間距離、極比 図4は試験板の吊り方を変えてテストした時の膜厚のバラツキを示したものです。
Ⓐ板は被塗物間の距離を充分とった時で、被塗物と極板までの距離(極間距離)に差ができるとバラツキがみられます 。すなわちⒶ板では、極板に接近する側に厚い膜厚分布となっています。
またⒷ板においては、被塗物と被塗物の間隔を狭くしてテストしたため極開距離と同時に互いの干渉により複雑なバラツキがみられます。極間距離はあまり近いと極間の抵抗が下がり部分的に大量の電気が流れ、膜厚が不均一になり易すくなります。
Ⓒ板では極間距離を充分にとったため、ほぼ均一な仕上がりとなっています。
次に極比ですが、これは極板面積と被塗物面積との比を表わすもので極板面積が一定ならば被塗物面積が小さいほど膜厚は厚くなります 。以上のように膜厚は被塗物の吊り方、面積、形状によっても変化し、特に吊り方に関しては極間距離との関係を正しく守ることが膜厚をコントロールするうえでも重要だと思われます。
3)その他の因子 電着塗装の膜厚に関する要因として2つを取りあげ実験を行いましたが、他にも塗料状態、鉄板の種類、前処理状態等様々な要因が考えられます。そのなかでも電着塗料は生きていると言われ、液温(当社の場合定温±1℃)、塗料状態(溶剤濃度、顔料樹脂組成、液比抵抗等)の変化は、膜厚の付き易すさ、品質に影響を与え管理は欠かせません。
※以上のような様々な要因のなかで、膜厚を均一に保つ、最適膜厚を狙うという作業は至難の技にみえます。しかし他の塗装方法が人間のカン、技量に左右されるのに対し、電着塗装の諸因子はデータとして表現することができ、そのデータによって膜厚を管理することができるのです。つまり電着塗装はデーターの蓄積と分析が最も重要なのです。
今回、膜厚管理の観点から電着塗装をとらえてみましたが塗装は膜厚だけではありません。
その他色の問題、肌、塗膜性能等様々な観点がありこの点での取り組みも欠かせません。
より品質のよいものを仕上げ供給していくためにはこうした観点からの管理が不可欠であり当社は全力を尽くしています。
最後になりましたが、当社がこの点でたいへんお世話になっていますダイキン工業(株)檀野博さんにこの場を借りてお礼申し上げます。
(1987年2月18日刊行(季刊))

