
- 倉庫・工場
![]()
![]()
株式会社ダグチ
(注意)本記事は、金剛株式会社が1993年11月30日に発行した機関誌「PASSION VOL.12」の内容を、当時の記録として公開するものです。記事内の情報は発行当時のものであり、現在の状況とは異なる場合があります。また、当時の社会情勢や倫理観を反映した表現が含まれている可能性があり、現代の基準に照らし合わせると一部不適切と感じられる箇所もあるかもしれませんが、資料的価値を考慮し、原文のまま掲載しています。掲載されている商品やサービスは、既に販売・提供を終了している場合があります。
本記事は、著作権法上の引用の範囲内で掲載しています。当時の記録として、皆様に楽しんでいただけましたら幸いです。

鹿児島県西部・吹上浜海浜公園から程近い、金峰町工業団地。そこに、ひときわ目を引く楕円筒型のエン トランスホールを持つ㈱タグチの社屋が見えてくる。旧式化し、手狭になった鹿児島市内の旧工場から移転、自動化された生産ラインと保管機器、それらを搬送ラインにて上手にレイアウトし、先入れ先出しを徹底した物流保管システムを実現させている。
| 事業内容 | 鰹節製造卸、鰹パック製造販売、椎茸卸販売、乾麺卸販売 |
| 代表者 | 代表取締役社長 田口 久光 |
| 従業員数 | 100名 |
| 年商 | 30億 |
| 加盟団体 | ㈳日本鰹節協会 ㈳全国削節工業協会 |
| 本社所在地 | 鹿児島県日置郡金峰町高橋3075-21 電話 (0993)77-1611 |
すべての日本料理の基本となる「だし」を作るのに 欠かせないかつおぶし。世界各国の「だし」の中でも 日本のかつおだしは出色である。素材の味を引立て、その魅力をすべて引き出す控えめな、しかししっかりとした存在感を持つ風味は、長い伝統の中で鍛えられ、育まれてきた技。例えばフォン・ド・ボー。仔牛の骨 をオーブンで焼き、野菜やハーブと共に煮込むこと3 昼夜、プロの腕でこそあのコクを出せる。それに比べ かつおだしの作り方は単純過ぎるほど簡単。湯にかつおぶしを入れた後の火加減が問題になるくらいの、いわば「インスタント」食品。だが、そのあまりに簡単 な作業の裏に、実は3ヶ月という驚くほどの手間と、 職人の技が濃縮されているのである。家庭でも手軽に作る事ができる本物の味、だからこそかえって王者と呼ぶにふさわしい。

かつおを一本釣りしてから3枚に下ろし、煮熟、火乾をしたのがいわゆる「裸ぶし」。水分を多少含んだ、 黒光りするかつおぶしで、実は、かつおパックは、これを使ったものが多いのを御存じの方は少ないだろう。水揚げから製造まで約10日間、かつおぶしの本当の「うまみ」が出る前のものという訳だ。 しかし、タグチで削り節にしているのは、「かれぶし」と言われ、裸ぶしを2ヶ月以上熟成させ、うまみを最高に引き出したかつおぶしで、何回もかびを付け、日乾して刷毛で払い落とすという手間のかかる作業が繰り返されたもの である。 「当社は一本釣りのかれぶしを使った、本物の味を大切にしていきたい。」と(株)タグチの安達製造部長。味だけではなく、新工場・新社屋建設の準備として、各地各県の工場や物流センターの設備を何件も見学して歩いた「こだわりの人」だ。
創業以来20年。市内一等地にあった旧工場を、建て増し、借り増しして売上げ増加に対応してきたが、幾つかに分断されたスペースでの保管により、先入れ先出しの商品管理に多大なエネルギーを払うことを強いられてきたこと、また、順調なマーケットの拡大もあり、移転を決意。場所探しの情報収集を行っている最中に、金峰町の工業団地計画をキャッチした。金峰町からの熱いラブコールに応えて、吹上浜海浜公園が見渡せる丘の上の41,583㎡の敷地を購入し、工場と本社 社屋を新築した。

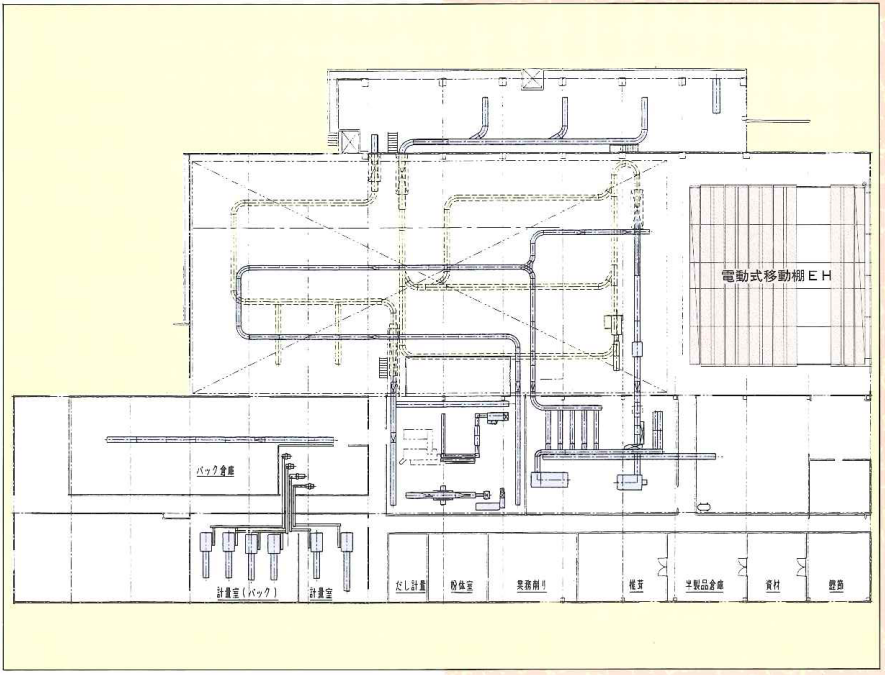
1.入出庫コンベヤ搬送ライン
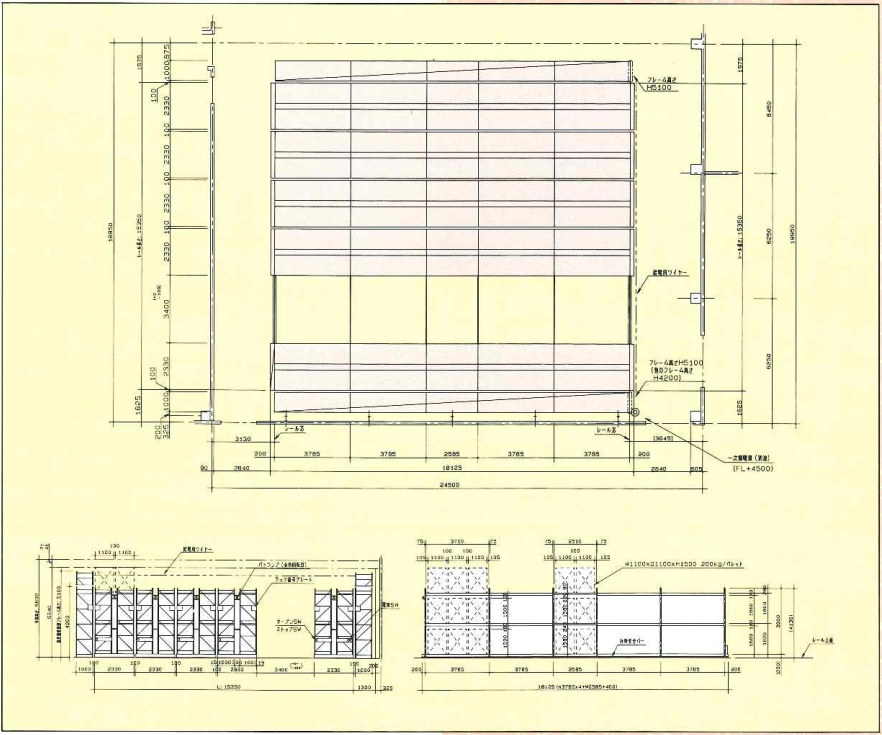
2.電動式移動棚EH
●寸法・台数(単位:mm)
W3,785×4(間口)+W2,585 複式(可動) 5台
W3,785×4(奥行)+W2,585 単式(固定) 2台
有効3段(ビーム2段)
●荷姿
W1,100×D1,100×H1,500(パレット積み)
200kg/パレット
●収容数 504パレット
3.固定ラック
4.生産設備
●遠赤外線焼鈍機
●全自動削り機
●ティーパック包装機
●パック不良チェッカー
●自動整列システム
●自動製函機
●自動梱包機 他
製造工程を終えた製品は検査を受けた後、缶詰、箱詰めラインを経て、段ボール梱包後にローラーコンベヤで保管スペースに運ばれる。この流れの中のすべての工程が機械化されている。従来に比べ、格段に省力化が進み、品質も安定し、生産能力がアップしている。何より作業者の負担が減り、生産計画もより正確さがました効果が大きいだろう。
保管スペースでは、ロケーションや出荷期日をコンピュータにより管理している。ボタン操作により、コンベヤに積載された荷は自動仕分けされ、3ブロック(関東、関西、九州)それぞれに割り当てられた3つの出荷口に搬送された後、伸縮ベルトコンベヤでトラックに積み込むシステムを設計した。
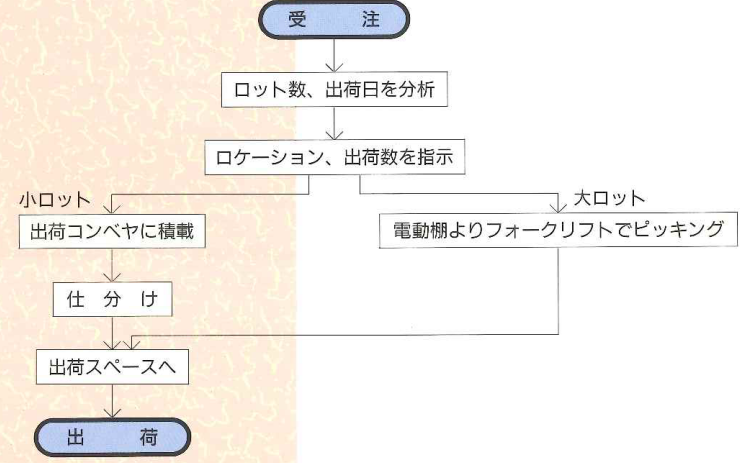


商品は、製造年月日・ロット数により各々を1アイテムと考え、コンピュータの商品管理システムに登録する。その後、ナンバーで管理されているロケーションへ保管する。この保管システムの中で、厳格な品質管理による先入れ先出しに役立ち、大量・集中保管が可能な弊社電動式移動棚EHが活躍している。通路側にはホワイトボードによる棚ロケーション掲示板を設置し、1段・1スパンを1スペースとしたロケーションに保管している商品や資材を明記してある。「この電動棚のおかげで、キチンと商品の状態が把握でき、先入れ先出しが容易にできるし、スペースの無駄も全くなく、メリットは大きいですよ。」(安達部長談)
移転のため市内から離れるに当たり、もっとも気にしたのは社員の負担。通勤時間が増え、市街地から遠くなるマイナスを何とかカバーしたいと、広々としたニューオフィスを始め、テニスコートや宿泊設備も整った保養施設などの福利厚生に力を入れた。かつおぶし業者らしくないデザインを求めたという社屋も、玄関ホールには、天井まで届く大きなレリーフを壁面に彫刻したり、センスの良さが感じられる間接照明をレイアウトしたり、ガラス壁に模様を入れたり・・・と遊び心十分。「こんな会社で仕事がしたい!」と思わせる魅力あふれる快適なワーキングエリアを実現している。

(1993年11月30日刊行)

